
Background:
I am running a mostly stock flsun Super Racer, which had been running pretty well on Marlin. I was having a few problems with print quality at high speed, and in an attempt to improve this I bought the flsun Speeder Pad, flashed it with stock klipper, and got it all up and running. So far so good.
I have been trying to get rid of an annoying stringing issue that I never really had on Marlin, and the more I try to remedy it, the worse it’s getting.
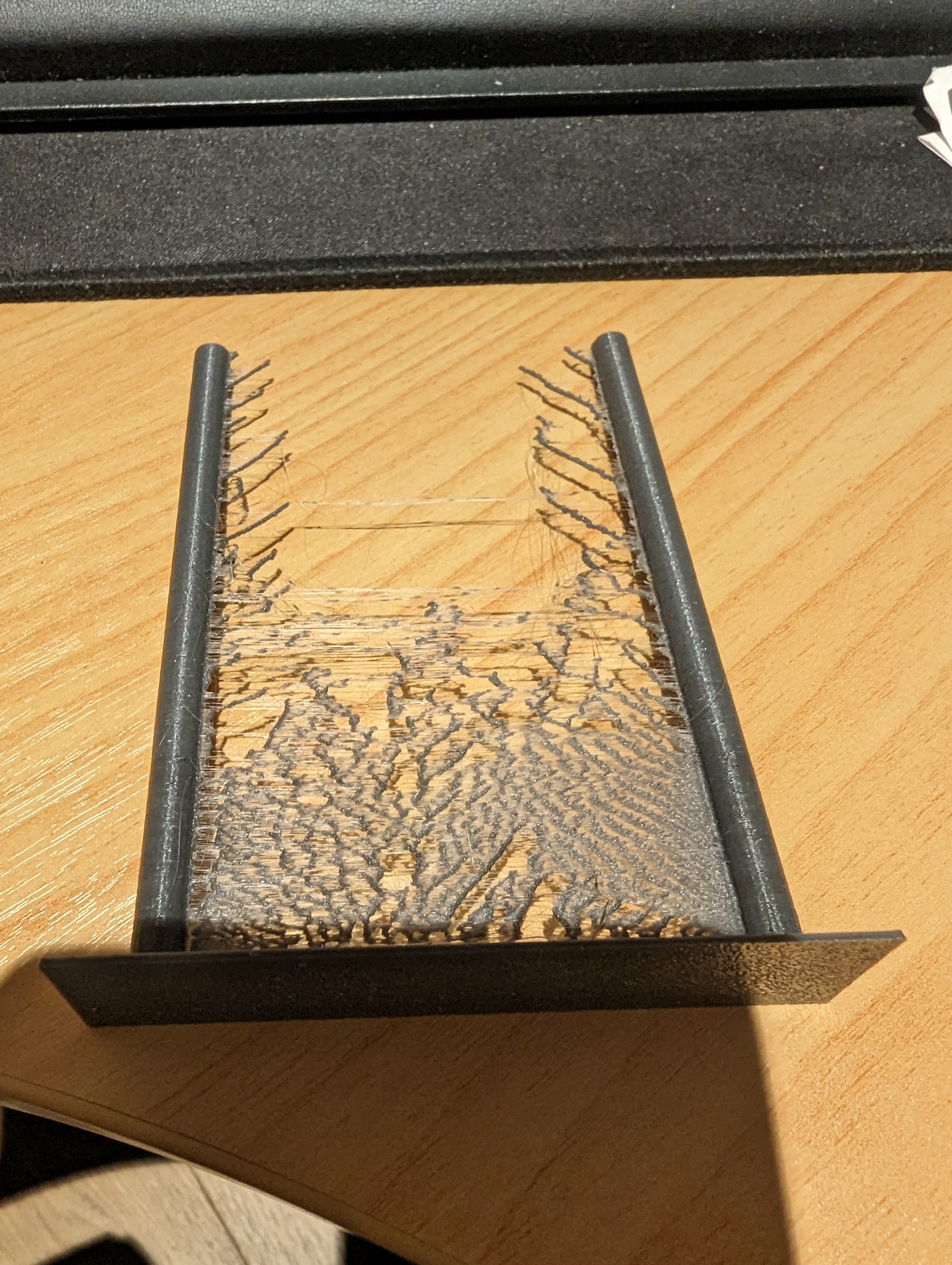
The image is from my latest retraction tower test after re-calibrating pressure advance and rotation_distance. I’m really not sure where to go from here.
Settings from the above test:
- Esun PLA+
- 220C (for maximum flow)
- 1000mm/s acceleration (low for a delta)
- 0.1mm z-hop on retract
- Firmware retract control running in test tower mode, 0mm start, 0.1mm factor
- Pressure advance of 0.236
Upgrades from stock:
- Lighter hotend housing
- Deported fans
- Fan ducts
Any advice is greatly appreciate!
UPDATE: It was the filament. I grabbed a spool of grey from my drying cabinet, and only later (after much hair pulling!) realized it was the budget filament I’d bought to try. Switched it out to some good quality esun PLA+ and the stringing practically vanished! See image for final stringing test.

Final retraction settings: 3.5mm at 35mm/s.
I would like to thank everyone for their help! Lemmy is always the best place to get advice!
Turn off z-hop. When you use zhop the nozzle elevates and it cannot wipe itself. When zhop is off the nozzle wipes itself with the top layer. I know this might be a pre-sliced test but in real life scenario you can make the wall first and the infill last so any minor stringing remaining will be inside the object. As well the obligatory filament drying.
This is a delta printer, z-hop should be much faster than a traditional bed-slinger and leave much less stringing assuming the z speed is set appropriately. Personally, I run z-hop enabled 95% of the time unless I know the objects don’t need it.
Thanks for your reply, I will give that a go.
After posting I thought to try a different brand of filament. It’s currently printing, so we’ll see how it goes.
Yeah both new filament and no zhop might help. Also check travel speed, use 100-150 or more to reduce stringing. You said you want higher flow, but lowering temp can help a lot
Yeah it was rubbish filament. Switched it out for some esun PLA+ and got much better results. I’ve updated my post, but final settings are:
Pressure Advance - 0.4 Retraction - 3.5mm Retraction speed - 35mm/s
Very happy with the results!
To get the shitty filament running you can still go for fast travels, 300mm/s@15 to 20k should be fine.
Thanks. I’ll try that.
I’d call that oozing more than stringing, but they’re nearly the same issue. It’s leaking out after retracting, still some in the hot zone. I’m struggling with it too. The best mitigation I’ve found is to lower temperature.
Yeah lower temps work, but I’m really trying to max out my flow rate so I want to run it as high as possible. Pressure advance really helps reduce ooze, and quality filament is obviously a must.
Its a balancing act so if you are only upping the temperature to get higher flow but not the speeds to use that higher flow then there will be some issues. Each filament also has different temperature and flow characteristics so just because the new filament works with the current settings doesn’t mean the old filament was junk.
Hmm yes, good points. I’ll have another go with the previous filament.
To be fair, I need to replace the extruder and get a high flow nozzle anyway, which I think will make more difference to the flow rate than running hot.
Could be moisture in the filament contributing.
In the end it was crap quality filament.
I keep my spools in a dehumidifier which I actually think is too dry. Some of the filament was brittle for the first 6" or so.
Here’s the retraction calibration test I use http://retractioncalibration.com/
That site doesn’t load for me. I have just been using a retraction tower and running the tuning function from the command line.
Honestly the first one looks cool and you should put it on display
Yeah, it’s very pretty. Happy accident. :)
Ugh, I’m also having the problem. I’m using eSUN PLA+ in black and white. I’ve even dried them out 12+ hours and store them in a waterproof box with desiccant.
I’m at my wit’s end trying to figure out why it’s stringing so badly. None of my other rolls before these did it.
What temperature are you printing at? When I was using Marlin I ran mine at about 200, and could probably have gone even lower. I also tuned linear advance which made a big difference.
I have found that some esun spools weren’t particularly dry when I got them. They sit in my dehumidifier which sits at about 20%, so they get dry eventually.
You can try coasting as well I think.

{kind=link}